03.26.18
The Association of International Metallizers, Coaters and Laminators (AIMCAL) on March 23 presented its 2018 Technology of the Year Award to Celplast Metallized Products Ltd. (Toronto, Ontario, Canada) for its role in the northbox insulated shipper. The awards ceremony took place at the group’s annual meeting, which was held at the DoubleTree South Park Hotel in Charlotte, N.C.
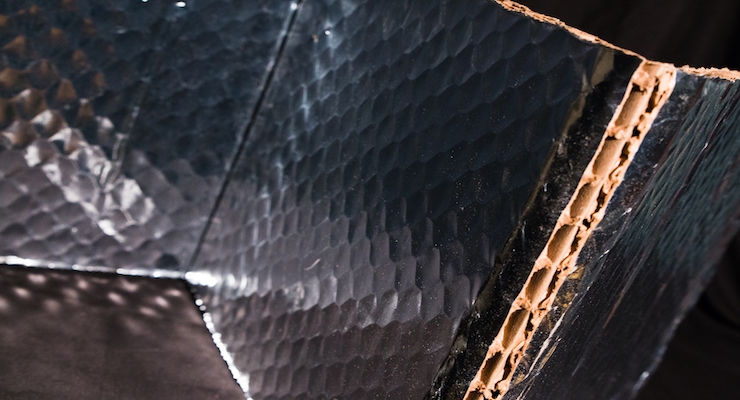
Celplast supplies the metallized film for the northbox shipping container, which is manufactured by Cascades Inc. (Kingsey Falls, Québec, Canada). The temperature-control box consists of a corrugated regular slotted container with two C-shape honeycomb paperboard/metallized film insulating liners. The first liner covers the bottom, top and one side of the case, while the second liner nests within to cover the other three sides. The reflective property of the metallized film improves temperature control and also acts as a barrier to condensation, thereby preserving the pristine appearance of the paperboard. The insulated shippers can be specified Level 1 or Level 2 temperature control and have been laboratory tested under the ISTA 7E standard. Considered more sustainable than traditional foam-based insulating panels or bubble wrap, the honeycomb paperboard and corrugated box contains 100 percent recycled fiber content and may be recycled curbside because the metallized film easily separates from the honeycomb paperboard during the recycling process. Applications include ready-to-cook/eat meal kits; live products such as lobsters, worms or plants; specialty meats/cheeses; online grocery orders; and pharmaceuticals, blood and vaccines.
The judges liked the sustainable aspects of the patent-pending design and its potential impact in the marketplace given the rapidly growing use of e-commerce by consumers. “This design definitely reduces waste versus existing temperature-control shippers,” commented one judge.
The judges also awarded two Technical Excellence Awards. One Technical Excellence Award was presented in the Coated, Laminated or Metallized Product Category and went to Flex Films (USA) Inc. (Elizabethtown, Ky.), subsidiary of Uflex Ltd., Packaging Business (Noida, India), for a sparkling, tactile sachet with three-dimensional (3D) embossing for Shudh Plus Ultra mouth freshener. This package also received a Product Excellence Award in the AIMCAL Product of the Year competition. Glitter ink provides visual and tactile impact for the portion pack in a crowded retail environment. A specialized, laser-engraved rotogravure cylinder with customized cell geometry traps the high-solid content of the glitter ink, which transfers to the substrate with the help of capillary action and the tangential force of the impression roller. The sachet relies on several other technologies. The base design is printed on coated paper using rotogravure and flexographic technologies. The printed substrate passes through an electron beam coating line in register to create the embossed effect on the brand name. Hot-foil stamping transfers the 3D embossed effect of the logo. To deter counterfeits the embossed effect is stamped in gold on one side and silver on the other, the first time different metals have been applied simultaneously.
“It’s a deceptively simple package, but there’s a lot going on, and it’s very well executed,” noted one judge.
The other Technical Excellence Award was presented in the Material Category and went to The Dow Chemical Co., Packaging & Specialty Plastics (Lake Jackson, Texas) for its Adcote HP laminating adhesive. The greener adhesive contains no bisphenol-A (BPA), BPA epoxy or ortho-phthalic acid-based polyester. It’s FDA 177.1395 acceptable Condition B through H (all food types) and registers a primary aromatic amines level of less than 2 parts per billion after a two-day cure at room temperature. It adheres strongly to polyester, polyethylene, cast and oriented polypropylene, oriented polyamide film and foil, withstands aggressive foods/chemicals and harsh application conditions.
“It will make laminate structures better products,” concluded a member of the panel.
The judging teleconference was moderated by AIMCAL Executive Director Craig Sheppard. The panel consisted of well-known experts in the converting field: Dr. Charles A. Bishop of C.A. Bishop Consulting (Loughborough, U.K.); Dr. Edward D. Cohen of Edward D. Cohen Consulting, Inc. (Fountain Hills, Ariz.); and Dr. Eldridge M. Mount of EMMOUNT Technologies, LLC (Canandaigua, N.Y).
The AIMCAL Technology of the Year Award is part of the AIMCAL Awards program, which also names a Product of the Year winner.

Celplast supplies the metallized film for the northbox shipping container, which is manufactured by Cascades Inc. (Kingsey Falls, Québec, Canada). The temperature-control box consists of a corrugated regular slotted container with two C-shape honeycomb paperboard/metallized film insulating liners. The first liner covers the bottom, top and one side of the case, while the second liner nests within to cover the other three sides. The reflective property of the metallized film improves temperature control and also acts as a barrier to condensation, thereby preserving the pristine appearance of the paperboard. The insulated shippers can be specified Level 1 or Level 2 temperature control and have been laboratory tested under the ISTA 7E standard. Considered more sustainable than traditional foam-based insulating panels or bubble wrap, the honeycomb paperboard and corrugated box contains 100 percent recycled fiber content and may be recycled curbside because the metallized film easily separates from the honeycomb paperboard during the recycling process. Applications include ready-to-cook/eat meal kits; live products such as lobsters, worms or plants; specialty meats/cheeses; online grocery orders; and pharmaceuticals, blood and vaccines.
The judges liked the sustainable aspects of the patent-pending design and its potential impact in the marketplace given the rapidly growing use of e-commerce by consumers. “This design definitely reduces waste versus existing temperature-control shippers,” commented one judge.
The judges also awarded two Technical Excellence Awards. One Technical Excellence Award was presented in the Coated, Laminated or Metallized Product Category and went to Flex Films (USA) Inc. (Elizabethtown, Ky.), subsidiary of Uflex Ltd., Packaging Business (Noida, India), for a sparkling, tactile sachet with three-dimensional (3D) embossing for Shudh Plus Ultra mouth freshener. This package also received a Product Excellence Award in the AIMCAL Product of the Year competition. Glitter ink provides visual and tactile impact for the portion pack in a crowded retail environment. A specialized, laser-engraved rotogravure cylinder with customized cell geometry traps the high-solid content of the glitter ink, which transfers to the substrate with the help of capillary action and the tangential force of the impression roller. The sachet relies on several other technologies. The base design is printed on coated paper using rotogravure and flexographic technologies. The printed substrate passes through an electron beam coating line in register to create the embossed effect on the brand name. Hot-foil stamping transfers the 3D embossed effect of the logo. To deter counterfeits the embossed effect is stamped in gold on one side and silver on the other, the first time different metals have been applied simultaneously.
“It’s a deceptively simple package, but there’s a lot going on, and it’s very well executed,” noted one judge.
The other Technical Excellence Award was presented in the Material Category and went to The Dow Chemical Co., Packaging & Specialty Plastics (Lake Jackson, Texas) for its Adcote HP laminating adhesive. The greener adhesive contains no bisphenol-A (BPA), BPA epoxy or ortho-phthalic acid-based polyester. It’s FDA 177.1395 acceptable Condition B through H (all food types) and registers a primary aromatic amines level of less than 2 parts per billion after a two-day cure at room temperature. It adheres strongly to polyester, polyethylene, cast and oriented polypropylene, oriented polyamide film and foil, withstands aggressive foods/chemicals and harsh application conditions.
“It will make laminate structures better products,” concluded a member of the panel.
The judging teleconference was moderated by AIMCAL Executive Director Craig Sheppard. The panel consisted of well-known experts in the converting field: Dr. Charles A. Bishop of C.A. Bishop Consulting (Loughborough, U.K.); Dr. Edward D. Cohen of Edward D. Cohen Consulting, Inc. (Fountain Hills, Ariz.); and Dr. Eldridge M. Mount of EMMOUNT Technologies, LLC (Canandaigua, N.Y).
The AIMCAL Technology of the Year Award is part of the AIMCAL Awards program, which also names a Product of the Year winner.