David Savastano, Ink World Editor06.04.08
Testing equipment plays an important role for ink manufacturers, allowing them to ensure quality and
consistency in all facets of business, from incoming raw materials to the finished ink. As a result, ink manufacturers rely on testing equipment manufacturers for expertise.
“Ink manufacturers want testing devices that their technicians can operate accurately to duplicate a printing press,” said Tom Klepper, regional manager for IGT Testing Systems. “No matter what test is performed, it must meet or sometimes exceed what actually occurs during the printing process.”
“My customers are seeking standardization and they want everything to be automated if possible,” said Michael Engel, president of Little Joe Industries.
“Ink manufacturers typically use our testing equipment (banded rolls and hand proofers) to determine printability and color strength of the formulation,” said Sean Teufler, technical graphics advisor at Harper Graphic Solutions.
“Both ink manufacturers and their customers are looking for viscosity test methods that are quicker, more precise and don’t require extensive operator training to perform,” said Robert McGregor, Brookfield Engineering Laboratories’ sales and marketing manager. “QC conducts multiple checks on grab samples from the manufacturing floor that involve more than just viscosity, so turnaround time is precious.”
Having top-flight equipment is of critical importance to ink manufacturers, but being able to also provide excellent service is equally important.
“Testing only has value if the equipment works correctly and is available to the ink supplier,” Mr. Teufler said. “We work closely with ink suppliers to make available a program of community-banded rolls to promote testing opportunities. Reliable service programs are an important resource for ink manufacturers.”
Mr. Klepper spoke of the importance of preventive maintenance as an important component of service.
“For some reason, if a piece of equipment is going to develop a problem, it happens when it is needed most,” Mr. Klepper said. “Preventive maintenance (PM) performed by a trained factory service representative will help to eliminate downtime.”
Mr. Klepper noted that even with a proper PM schedule, problems can still occur. “This is when timely access to service personnel is extremely important,” Mr. Klepper added. “In some cases, the problem might be a minor adjustment that the customer can do with instructions over the phone. Many testing equipment companies will quickly send a loaner device that can be used while the customer’s device is being repaired. A service technician might have to be sent to the location to correct the problem. Whatever the conditions may be, service help must be readily available and addressed before a device is purchased.”
Mr. Engel noted that he is very aggressive with service.
“Most of my service work is free, and when I do charge, it is reasonable,” Mr. Engel said. “In fact, I have a Little Joe that is 10 years old in house right now that a major ink company disassembled and could not put back together. I am going to reset it to factory specs, but only charge for the missing parts I need to replace, no labor charges. I must be crazy. But to be honest, I don’t know if my customers notice it and appreciate it or if they just take it for granted. I guess some appreciate it and some take it for granted.”
Mr. McGregor noted that service is a necessary support requirement for all ink manufacturers, but needs to be modestly priced and easily accomplished.
“If the viscometer can be serviced on site, manufacturers are happiest because the instrument is never
out of service,” said Mr. McGregor. “If the instrument must be sent back to the OEM for service, a sparing strategy is important to offer.”
“Service is obviously very important,” said Victor P. Janule of SensaDyne Instrument Division. “We try to get a jump in this area by having comprehensive troubleshooting ‘tools’ in our operating software and operating manual. Beyond this, we find that we are able to handle 99 percent of service or troubleshooting inquiries via web mail. Most of this occurs because the user does not utilize the tools that we provide them ("If all else fails - read the manual !")
“It is very important, especially for people who work outside of normal business hours - they should have someone that they can ask questions to 24/7,” noted Joya Nielsen, marketing coordinator, Arizona Instrument LLC. “They want to be able to have a company that is stable and know that they will be in business. It is also important to measure and calibrate equipment without costing a lot of money.”
“Service is very important,” said Debra Foster of Danilee Company. “All of our product line is 'stock' and can be shipped out within 24 hours, and servicing or upgrading of an older model to the new 4-speed can be done within 24 hours of receiving the unit. The durability of the Sutherland Rub Tester is excellent - there are units out in the marketplace that have been testing since the 1950s without requiring any servicing besides the replacement of the rubber pads on the unit and weights. Quality of materials and service are our main focus.”
It is important for ink manufacturers to work closely with their customers, and that includes rigorous testing.
“Due to market conditions and personnel cutbacks, printers are partnering with ink manufacturers more than ever to help them cut costs,” Mr. Klepper said. “If their current ink manufacturer is not willing to do this, they will switch to one that will.”
Mr. Teufler pointed to quality gains in flexo that have allowed it to compete with offset and gravure.
“High-strength inks in water-based and UV have allowed the creation of very high-line-screen aniloxes and finely controlled ink film thicknesses,” Mr. Teufler said. “This, in turn, has allowed for greater resolution in plate technology. The end result is a printed product that rivals other print disciplines.”
Mr. McGregor said the trend toward the use of a single spindle system to make all measurements is a “wish,” but not yet a stated goal. “The best solution to achieve this goal is the use of cone/plate because it can easily apply the broad range of shear rates that are required for comprehensive viscosity testing,” he said. “But cone/plate instruments may require a more experienced technician for consistent results. The ultimate, but more expensive, solution is to use an inline process viscometer which continuously measures viscosity and allows feedback control for process adjustments automatically.”
David Dumbleton of Atlas Material Testing Technology LLC noted that "green" appraoches is lading to some interesting changes.
“We have observed significant advances in the use of radiation curing and new polymeric ink binders and pigments by the ink producers,” said Mr. Dumbleton. “Use of new materials is being accelerated by regulations such as RoHS and REACH in the EC, which demand reductions in the use of VOCs and potentially hazardous pigments. In addition, the end use environments are changing, especially the interiors of modern office buildings, where much printed matter ends up. The ‘green’ approach in new buildings involves ‘daylighting’ by incorporation of more skylight windows and more glass curtain walls as well. The introduction of non-incandescent lighting options involving CFR lamps and other fluorescent options are changing the interior environments of buildings. For example in the case of printed packaging, more and more material is being exposed in outdoor environments such as sales kiosks in tropical countries, or to interior environments such as metal halide lighted warehouses and retail outlets.
"Outdoor living is becoming a way of life in many parts of the U.S and populations are growing in regions favoring this lifestyle, so that printed consumer products and packaging must be suitable for such uses," he added. "Think of the fading travel posters in the windows of travel agents. There is a broad range of demands imposed on the light-fastness of inks; for example, outdoor hazard signs, outdoor labels, truck billboards and other printed substrates demonstrate some extremes. In these new and changing exposure environments, knowledge of the behavior of ink component materials becomes more and more critical.”
Mr. Teufler said that advances in anilox technology are reaching new capabilities.
“Anilox technology at Harper has been improved with dramatic results in line screens and volumes, with the potential for maximum cells per linear inch currently at a once-unthinkable 3500,” Mr. Teufler noted. “Extended volumes have also created many new opportunities in the realm of combination printing.”
Mr. Engel said that the need for standardization and automation drove the development of Little Joe Industries’ ADM Automatic Grind Gage Machine. “Grind gages were always used by hand, but the ADM controls scraper angle, speed and force much more accurately than anyone can do by hand,” Mr. Engel said.
Brookfield has recently introduced a top-of-the-line cone/plate rheometer called the R/S-CPS Cone/Plate Rheometer, which comes with integrated temperature control of a small sample size (typically <1mL) using thermoelectric technology. The range of shear rates offered is sizable, and allows ink manufacturers to run a battery of viscosity tests automatically.
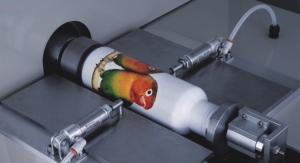
UV has become a growing market, and IGT has incorporated a UV curing unit within its popular flexographic proofer known as the IGT F1. “The UV flexo ink is cured immediately after it is applied to the substrate, eliminating color shifts,” Mr. Klepper said. “The IGT F1 UV simulates UV flexo press conditions very well.
“In addition to the UV addition, the IGT F1 also has a new feature that allows the user to pre-ink the anilox before the ink is applied to the photopolymer,” Mr. Klepper added. “The user can select the speed at which the anilox is inked and the number of revolutions before the ink is applied to the photopolymer. This allows the cells of the anilox to be properly filled with a variety of ink viscosities before printing.”
“Since our surface tension measurement instruments are computer interfaced, most recent advancements have been software-related,” Mr. Janule said. These include Auto-Cal (one button calibration function) using software-embedded calibration tables; troubleshooting (analog test signal display) tools; automatic dynamic surface tension versus surface age curve generation; and graphic-user interfaces that allow infinite storage of files for direct comparisons.
“Atlas continues to move forward in making the assessment of environmental durability both more accurate and easier to execute,” Mr. Dumbleton said. “A recent development is the creation of the new ‘Right Light’ filter. This development provides a spectral power distribution, using a water-cooled Xenon light source, that not only approximates the spectrum of the sun between wavelengths of 400 nm and 2500 nm, but also exactly duplicates the sun’s spectrum between 285 nm and 400 nm, the UV region most frequently causing material durability problems.”
|
IGT Testing Systems’ IGT F1 UV flexographic proofer. |
“Ink manufacturers want testing devices that their technicians can operate accurately to duplicate a printing press,” said Tom Klepper, regional manager for IGT Testing Systems. “No matter what test is performed, it must meet or sometimes exceed what actually occurs during the printing process.”
“My customers are seeking standardization and they want everything to be automated if possible,” said Michael Engel, president of Little Joe Industries.
“Ink manufacturers typically use our testing equipment (banded rolls and hand proofers) to determine printability and color strength of the formulation,” said Sean Teufler, technical graphics advisor at Harper Graphic Solutions.
“Both ink manufacturers and their customers are looking for viscosity test methods that are quicker, more precise and don’t require extensive operator training to perform,” said Robert McGregor, Brookfield Engineering Laboratories’ sales and marketing manager. “QC conducts multiple checks on grab samples from the manufacturing floor that involve more than just viscosity, so turnaround time is precious.”
Importance of Service
Having top-flight equipment is of critical importance to ink manufacturers, but being able to also provide excellent service is equally important.
“Testing only has value if the equipment works correctly and is available to the ink supplier,” Mr. Teufler said. “We work closely with ink suppliers to make available a program of community-banded rolls to promote testing opportunities. Reliable service programs are an important resource for ink manufacturers.”
|
Little Joe’s Automatic Grind Gage Machine. |
“For some reason, if a piece of equipment is going to develop a problem, it happens when it is needed most,” Mr. Klepper said. “Preventive maintenance (PM) performed by a trained factory service representative will help to eliminate downtime.”
Mr. Klepper noted that even with a proper PM schedule, problems can still occur. “This is when timely access to service personnel is extremely important,” Mr. Klepper added. “In some cases, the problem might be a minor adjustment that the customer can do with instructions over the phone. Many testing equipment companies will quickly send a loaner device that can be used while the customer’s device is being repaired. A service technician might have to be sent to the location to correct the problem. Whatever the conditions may be, service help must be readily available and addressed before a device is purchased.”
Mr. Engel noted that he is very aggressive with service.
“Most of my service work is free, and when I do charge, it is reasonable,” Mr. Engel said. “In fact, I have a Little Joe that is 10 years old in house right now that a major ink company disassembled and could not put back together. I am going to reset it to factory specs, but only charge for the missing parts I need to replace, no labor charges. I must be crazy. But to be honest, I don’t know if my customers notice it and appreciate it or if they just take it for granted. I guess some appreciate it and some take it for granted.”
Mr. McGregor noted that service is a necessary support requirement for all ink manufacturers, but needs to be modestly priced and easily accomplished.
“If the viscometer can be serviced on site, manufacturers are happiest because the instrument is never
|
Brookfield Engineering Laboratories’ R/S-CPS Cone/Plate Rheometer. |
“Service is obviously very important,” said Victor P. Janule of SensaDyne Instrument Division. “We try to get a jump in this area by having comprehensive troubleshooting ‘tools’ in our operating software and operating manual. Beyond this, we find that we are able to handle 99 percent of service or troubleshooting inquiries via web mail. Most of this occurs because the user does not utilize the tools that we provide them ("If all else fails - read the manual !")
“It is very important, especially for people who work outside of normal business hours - they should have someone that they can ask questions to 24/7,” noted Joya Nielsen, marketing coordinator, Arizona Instrument LLC. “They want to be able to have a company that is stable and know that they will be in business. It is also important to measure and calibrate equipment without costing a lot of money.”
“Service is very important,” said Debra Foster of Danilee Company. “All of our product line is 'stock' and can be shipped out within 24 hours, and servicing or upgrading of an older model to the new 4-speed can be done within 24 hours of receiving the unit. The durability of the Sutherland Rub Tester is excellent - there are units out in the marketplace that have been testing since the 1950s without requiring any servicing besides the replacement of the rubber pads on the unit and weights. Quality of materials and service are our main focus.”
Recent Trends
It is important for ink manufacturers to work closely with their customers, and that includes rigorous testing.
“Due to market conditions and personnel cutbacks, printers are partnering with ink manufacturers more than ever to help them cut costs,” Mr. Klepper said. “If their current ink manufacturer is not willing to do this, they will switch to one that will.”
Mr. Teufler pointed to quality gains in flexo that have allowed it to compete with offset and gravure.
“High-strength inks in water-based and UV have allowed the creation of very high-line-screen aniloxes and finely controlled ink film thicknesses,” Mr. Teufler said. “This, in turn, has allowed for greater resolution in plate technology. The end result is a printed product that rivals other print disciplines.”
Mr. McGregor said the trend toward the use of a single spindle system to make all measurements is a “wish,” but not yet a stated goal. “The best solution to achieve this goal is the use of cone/plate because it can easily apply the broad range of shear rates that are required for comprehensive viscosity testing,” he said. “But cone/plate instruments may require a more experienced technician for consistent results. The ultimate, but more expensive, solution is to use an inline process viscometer which continuously measures viscosity and allows feedback control for process adjustments automatically.”
David Dumbleton of Atlas Material Testing Technology LLC noted that "green" appraoches is lading to some interesting changes.
“We have observed significant advances in the use of radiation curing and new polymeric ink binders and pigments by the ink producers,” said Mr. Dumbleton. “Use of new materials is being accelerated by regulations such as RoHS and REACH in the EC, which demand reductions in the use of VOCs and potentially hazardous pigments. In addition, the end use environments are changing, especially the interiors of modern office buildings, where much printed matter ends up. The ‘green’ approach in new buildings involves ‘daylighting’ by incorporation of more skylight windows and more glass curtain walls as well. The introduction of non-incandescent lighting options involving CFR lamps and other fluorescent options are changing the interior environments of buildings. For example in the case of printed packaging, more and more material is being exposed in outdoor environments such as sales kiosks in tropical countries, or to interior environments such as metal halide lighted warehouses and retail outlets.
"Outdoor living is becoming a way of life in many parts of the U.S and populations are growing in regions favoring this lifestyle, so that printed consumer products and packaging must be suitable for such uses," he added. "Think of the fading travel posters in the windows of travel agents. There is a broad range of demands imposed on the light-fastness of inks; for example, outdoor hazard signs, outdoor labels, truck billboards and other printed substrates demonstrate some extremes. In these new and changing exposure environments, knowledge of the behavior of ink component materials becomes more and more critical.”
Latest Advancements
Mr. Teufler said that advances in anilox technology are reaching new capabilities.
|
HarperScientific’s Phantom Proofer. |
Mr. Engel said that the need for standardization and automation drove the development of Little Joe Industries’ ADM Automatic Grind Gage Machine. “Grind gages were always used by hand, but the ADM controls scraper angle, speed and force much more accurately than anyone can do by hand,” Mr. Engel said.
Brookfield has recently introduced a top-of-the-line cone/plate rheometer called the R/S-CPS Cone/Plate Rheometer, which comes with integrated temperature control of a small sample size (typically <1mL) using thermoelectric technology. The range of shear rates offered is sizable, and allows ink manufacturers to run a battery of viscosity tests automatically.
UV has become a growing market, and IGT has incorporated a UV curing unit within its popular flexographic proofer known as the IGT F1. “The UV flexo ink is cured immediately after it is applied to the substrate, eliminating color shifts,” Mr. Klepper said. “The IGT F1 UV simulates UV flexo press conditions very well.
“In addition to the UV addition, the IGT F1 also has a new feature that allows the user to pre-ink the anilox before the ink is applied to the photopolymer,” Mr. Klepper added. “The user can select the speed at which the anilox is inked and the number of revolutions before the ink is applied to the photopolymer. This allows the cells of the anilox to be properly filled with a variety of ink viscosities before printing.”
“Since our surface tension measurement instruments are computer interfaced, most recent advancements have been software-related,” Mr. Janule said. These include Auto-Cal (one button calibration function) using software-embedded calibration tables; troubleshooting (analog test signal display) tools; automatic dynamic surface tension versus surface age curve generation; and graphic-user interfaces that allow infinite storage of files for direct comparisons.
“Atlas continues to move forward in making the assessment of environmental durability both more accurate and easier to execute,” Mr. Dumbleton said. “A recent development is the creation of the new ‘Right Light’ filter. This development provides a spectral power distribution, using a water-cooled Xenon light source, that not only approximates the spectrum of the sun between wavelengths of 400 nm and 2500 nm, but also exactly duplicates the sun’s spectrum between 285 nm and 400 nm, the UV region most frequently causing material durability problems.”