08.24.16
By Ed D'Errico
Sigma Equipment Corp.
Poor performance from steel grinding media has been troublesome for many, but the reasons can be diagnosed and sometimes the answer may be literally right before your eyes.
When bead mills started appearing in the U.S. and elsewhere back in the 1970s, most ink manufacturers used steel media. Chosen for its high density and wear resistance, it became the media of choice.
There were no companies making steel media per se, so mill manufacturers turned to manufacturers of balls for ball bearings. These products worked well because the grade of steel and the hardness that was a standard in the ball bearing industry proved to be more than acceptable for wet milling applications. The only difference was the polish and the size tolerance, which were a necessity for making ball bearings but certainly not needed for wet milling.
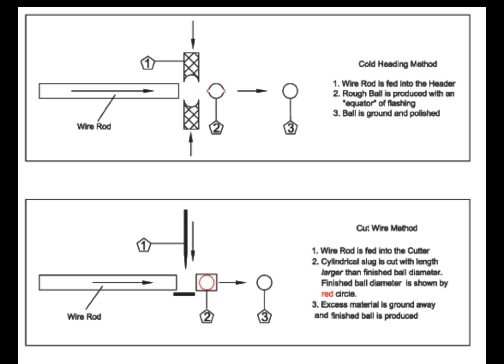
Basically, making a ball for a ball bearing consists of various steps starting with steel wire. There are two methods: the wire is either formed from a cold-headed blank or from a cut wire slug. Both methods produce an acceptable product if done correctly.
The steps for manufacturing a steel ball for use as a ball bearing are basically forming a cold headed ball (or cutting into slugs), rough grinding, fine grinding, heat treating, polishing and grading. Making media for bead mills essentially follows the same steps but eliminates the fine grinding, polishing and grading. After all, there is no reason why a ball for use in a media mill needs to be mirror polished nor graded to a size within microns. As it happens, these were the more labor-intensive steps so eliminating these steps produced a ball of high quality for use in a bead mill but at a lower cost.
The original manufacturers were companies like SKF, FAG, Tsubaki and Hoover. Eventually other companies from Taiwan and Korea started making balls for media mills, and with the lower labor costs of those countries, prices were reduced but quality kept high.
The Taiwanese and Korean companies were also making balls for ball bearings so they were well equipped to also manufacture balls without strict tolerances for grinding media, but at a lower cost. The result was that steel media in the 1970s and 1980s which originally cost as much as $10 per pound was reduced by half in the 1990s, and the Western ball manufacturers ceased making balls for grinding media since they could not compete with the lower costs from Taiwan and Korea.
Methods to Creating Steel Balls
Starting in the 1990s, Chinese companies began making balls for milling media. But unlike the Western companies or the Taiwanese or the Koreans, the Chinese companies strictly made balls for milling media and had no experience in making good quality balls like those used in ball bearings. Prices fell much further and today most steel media comes from China.
Unfortunately Chinese media has proven at best to be a poor copy of what constitutes a quality grinding media.
Although there is no national standard for steel grinding media, users of media mills have generally sought out the same basic four characteristics as the original product made by the ball bearing manufacturers; i.e. grade of steel, hardness, crush strength and surface quality. The grade of steel is most often AISI E52100, which is a chrome alloy steel. The hardness is chosen to be between 60 and 66 on a Rockwell C scale and the surface quality should be free from major surface defects under “low” magnification. All of these characteristics contribute to longevity in grinding media and any deficiency certainly leads to faster wear and fragmenting.
But tests of Chinese-made steel grinding media revealed many deficiencies in all four of these areas.
Results of hardness testing revealed all but one sample being in the correct range. All were either too soft (leads to very fast wear) or too hard (brittleness leads to cracking and fragmenting). Hardness values were as low as R50C, which is only slightly hardened. By comparison, normal untreated cold rolled steel has a hardness of approximately R45C.
Moreover, the grade of steel in most cases was not grade 52100 but a simple high carbon steel such as AISI1045 and crush strength was often less than half of the norm.
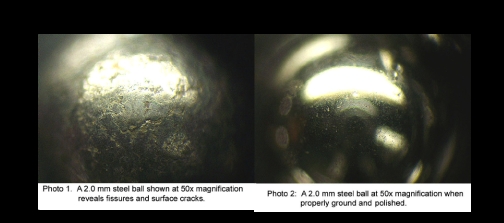
Unfortunately none of these three characteristics can be ascertained without testing by a qualified testing lab. However the fourth characteristic of surface quality can be easily observed under low magnification, 100x or less, and the result is dramatic. In fact the poor surface quality can be a predictor of both crush strength and wear resistance.
By necessity, when an object has surface cracks, it cannot sustain a load as well as a solid object. Also, surface fissures will quickly break off into fragments and media longevity is reduced. Therefore even if the hardness may be within tolerance, it matters little if there is failure for other reasons.
The Chinese media showed extensive surface cracks, fissures and pitting in all samples. The reason for the poor surface quality is the manufacturing method, which starts with cutting a steel “slug” from a solid wire.
As indicated above, when steel balls are made, it is as if the balls are “sculpted” from a piece of solid steel. Of course the balls are extremely small so the solid piece, the slug, is also very small, but the idea is the same. To make a 2.0 mm ball, the slug would be cut from wire which is say 2.05 mm diameter and approximately 2.05 mm long; i.e. slightly larger, which is to say that the volume of the slug is greater than the volume of the finished ball. The slug basically looks like a small cylinder, and in fact in other milling operations manufacturers also use cylinders for milling.
Next the slug is passed between grinding plates until the edges are ground off and the ball inside is revealed. Compare this to cutting a slug where the dimensions of the slug cylinder are such that the volume is the same as the finished ball. Since there is no waste in grinding off excess material, the cost savings is substantial, but at what expense?
Since the volume of the slug and the finished ball are the same the only way to make a cylinder into a ball is to reform the cylinder by turning over the edges and making the steel take on a spherical shape. Think of taking a piece of aluminum foil and crumpling it until it forms a ball. In no way is this the same as a ball made from a solid block of aluminum.
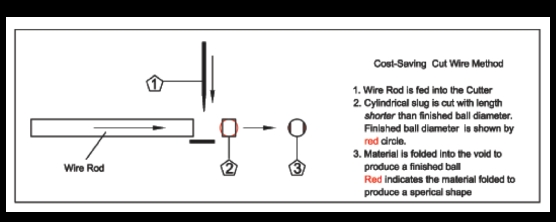
Cost-Saving Cut Wire Method
Basically this is a major cost cutting method in media manufacture but there are other ways to cut costs too.
Heat treating is not only labor intensive but also requires a qualified metallurgist to monitor the process. Too little heat treatment and the steel is too soft; too much and the steel is too hard and brittle. And since the biggest expense in heat treating is the energy required to heat the ovens, less time in a heat treatment oven means less energy and lower cost.
The metallurgist who monitors heat treatment will also be handling quality control, which is basically testing the balls for hardness and crush strength. In virtually all instances where media is made by companies with lesser expertise, quality control was either seldom used or non-existent. (In one case the manufacturer showed how he tested for hardness: They would place the ball on an anvil and hit it with a hammer. If it deformed it was too soft, if it cracked it was good).
A Defective vs. a High Quality Steel Ball
Lastly, the easiest way to reduce the cost of media is simply to supply a lesser grade of steel. Tests of various samples of Chinese, Taiwanese and Korean media revealed that in every instance the correct grade of steel was not used in any of the Chinese samples. Instead of E52100, which is a more expensive chrome alloy steel, a lesser grade of simple high carbon steel was used, such as AISI 1045.
Also, in surveying six major ink manufacturers, none used any sort of quality control to verify that the grade of steel they were purchasing was correct, nor did they perform their own independent QC inspection to check for hardness or crush strength. They relied only on the supplier’s information.
While it is to be expected that it is inevitable that some breakage will occur, very often the breakage would be much reduced if media that is properly produced was in service. The savings in using lower quality media can be as much as half. At first glance it seems like a large sum, but after factoring the reduced wear and therefore more frequent media changes, the increased damage to internal parts by broken fragments and the down time for repairs or media changes, the savings at first glance quickly disappear.
Sigma Equipment Corp.
Poor performance from steel grinding media has been troublesome for many, but the reasons can be diagnosed and sometimes the answer may be literally right before your eyes.
When bead mills started appearing in the U.S. and elsewhere back in the 1970s, most ink manufacturers used steel media. Chosen for its high density and wear resistance, it became the media of choice.
There were no companies making steel media per se, so mill manufacturers turned to manufacturers of balls for ball bearings. These products worked well because the grade of steel and the hardness that was a standard in the ball bearing industry proved to be more than acceptable for wet milling applications. The only difference was the polish and the size tolerance, which were a necessity for making ball bearings but certainly not needed for wet milling.
Basically, making a ball for a ball bearing consists of various steps starting with steel wire. There are two methods: the wire is either formed from a cold-headed blank or from a cut wire slug. Both methods produce an acceptable product if done correctly.
The steps for manufacturing a steel ball for use as a ball bearing are basically forming a cold headed ball (or cutting into slugs), rough grinding, fine grinding, heat treating, polishing and grading. Making media for bead mills essentially follows the same steps but eliminates the fine grinding, polishing and grading. After all, there is no reason why a ball for use in a media mill needs to be mirror polished nor graded to a size within microns. As it happens, these were the more labor-intensive steps so eliminating these steps produced a ball of high quality for use in a bead mill but at a lower cost.
The original manufacturers were companies like SKF, FAG, Tsubaki and Hoover. Eventually other companies from Taiwan and Korea started making balls for media mills, and with the lower labor costs of those countries, prices were reduced but quality kept high.
The Taiwanese and Korean companies were also making balls for ball bearings so they were well equipped to also manufacture balls without strict tolerances for grinding media, but at a lower cost. The result was that steel media in the 1970s and 1980s which originally cost as much as $10 per pound was reduced by half in the 1990s, and the Western ball manufacturers ceased making balls for grinding media since they could not compete with the lower costs from Taiwan and Korea.
Methods to Creating Steel Balls
Starting in the 1990s, Chinese companies began making balls for milling media. But unlike the Western companies or the Taiwanese or the Koreans, the Chinese companies strictly made balls for milling media and had no experience in making good quality balls like those used in ball bearings. Prices fell much further and today most steel media comes from China.
Unfortunately Chinese media has proven at best to be a poor copy of what constitutes a quality grinding media.
Although there is no national standard for steel grinding media, users of media mills have generally sought out the same basic four characteristics as the original product made by the ball bearing manufacturers; i.e. grade of steel, hardness, crush strength and surface quality. The grade of steel is most often AISI E52100, which is a chrome alloy steel. The hardness is chosen to be between 60 and 66 on a Rockwell C scale and the surface quality should be free from major surface defects under “low” magnification. All of these characteristics contribute to longevity in grinding media and any deficiency certainly leads to faster wear and fragmenting.
But tests of Chinese-made steel grinding media revealed many deficiencies in all four of these areas.
Results of hardness testing revealed all but one sample being in the correct range. All were either too soft (leads to very fast wear) or too hard (brittleness leads to cracking and fragmenting). Hardness values were as low as R50C, which is only slightly hardened. By comparison, normal untreated cold rolled steel has a hardness of approximately R45C.
Moreover, the grade of steel in most cases was not grade 52100 but a simple high carbon steel such as AISI1045 and crush strength was often less than half of the norm.
Unfortunately none of these three characteristics can be ascertained without testing by a qualified testing lab. However the fourth characteristic of surface quality can be easily observed under low magnification, 100x or less, and the result is dramatic. In fact the poor surface quality can be a predictor of both crush strength and wear resistance.
By necessity, when an object has surface cracks, it cannot sustain a load as well as a solid object. Also, surface fissures will quickly break off into fragments and media longevity is reduced. Therefore even if the hardness may be within tolerance, it matters little if there is failure for other reasons.
The Chinese media showed extensive surface cracks, fissures and pitting in all samples. The reason for the poor surface quality is the manufacturing method, which starts with cutting a steel “slug” from a solid wire.
As indicated above, when steel balls are made, it is as if the balls are “sculpted” from a piece of solid steel. Of course the balls are extremely small so the solid piece, the slug, is also very small, but the idea is the same. To make a 2.0 mm ball, the slug would be cut from wire which is say 2.05 mm diameter and approximately 2.05 mm long; i.e. slightly larger, which is to say that the volume of the slug is greater than the volume of the finished ball. The slug basically looks like a small cylinder, and in fact in other milling operations manufacturers also use cylinders for milling.
Next the slug is passed between grinding plates until the edges are ground off and the ball inside is revealed. Compare this to cutting a slug where the dimensions of the slug cylinder are such that the volume is the same as the finished ball. Since there is no waste in grinding off excess material, the cost savings is substantial, but at what expense?
Since the volume of the slug and the finished ball are the same the only way to make a cylinder into a ball is to reform the cylinder by turning over the edges and making the steel take on a spherical shape. Think of taking a piece of aluminum foil and crumpling it until it forms a ball. In no way is this the same as a ball made from a solid block of aluminum.
Cost-Saving Cut Wire Method
Basically this is a major cost cutting method in media manufacture but there are other ways to cut costs too.
Heat treating is not only labor intensive but also requires a qualified metallurgist to monitor the process. Too little heat treatment and the steel is too soft; too much and the steel is too hard and brittle. And since the biggest expense in heat treating is the energy required to heat the ovens, less time in a heat treatment oven means less energy and lower cost.
The metallurgist who monitors heat treatment will also be handling quality control, which is basically testing the balls for hardness and crush strength. In virtually all instances where media is made by companies with lesser expertise, quality control was either seldom used or non-existent. (In one case the manufacturer showed how he tested for hardness: They would place the ball on an anvil and hit it with a hammer. If it deformed it was too soft, if it cracked it was good).
A Defective vs. a High Quality Steel Ball
Lastly, the easiest way to reduce the cost of media is simply to supply a lesser grade of steel. Tests of various samples of Chinese, Taiwanese and Korean media revealed that in every instance the correct grade of steel was not used in any of the Chinese samples. Instead of E52100, which is a more expensive chrome alloy steel, a lesser grade of simple high carbon steel was used, such as AISI 1045.
Also, in surveying six major ink manufacturers, none used any sort of quality control to verify that the grade of steel they were purchasing was correct, nor did they perform their own independent QC inspection to check for hardness or crush strength. They relied only on the supplier’s information.
While it is to be expected that it is inevitable that some breakage will occur, very often the breakage would be much reduced if media that is properly produced was in service. The savings in using lower quality media can be as much as half. At first glance it seems like a large sum, but after factoring the reduced wear and therefore more frequent media changes, the increased damage to internal parts by broken fragments and the down time for repairs or media changes, the savings at first glance quickly disappear.
Ed D’Errico is the president of Sigma Equipment Corporation, which is a manufacturer of machinery for the ink and paint industries and supplier of grinding media. D’Errico was previously with U.S. Steel Corporation as a metallurgical engineer and with Draiswerke Inc. as a process engineer. He is a registered professional engineer in the State of New York and a patent holder in his field.