I regularly receive calls from three roll mill (TRM) operators, requesting parts or service on an existing TRM, but when I inquire as to what TRM they have, many times they don’t know, and I have to request photos to establish the correct brand or size. So the purpose of this second column is to get back to basics. As in my previous column, I would like to offer this invitation and this promise. If you have a question regarding TRMS, please email that question to me (jon.hatz@keithmachinery.com), and I promise to answer it. It is my intention to have your questions drive the content of these columns. And now, here I go with my second column.
• MILL BRAND & SIZES
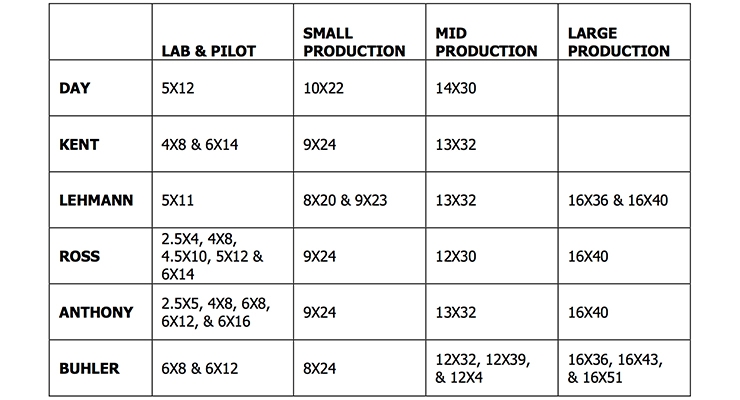
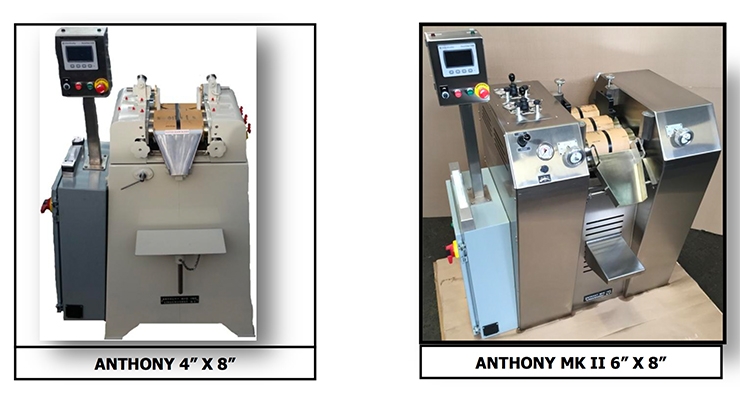
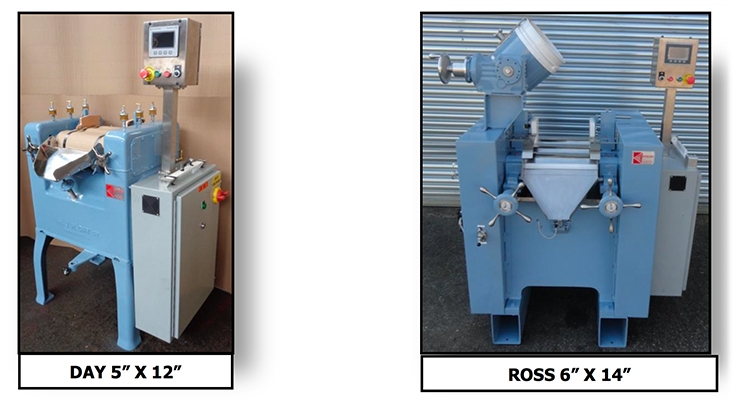
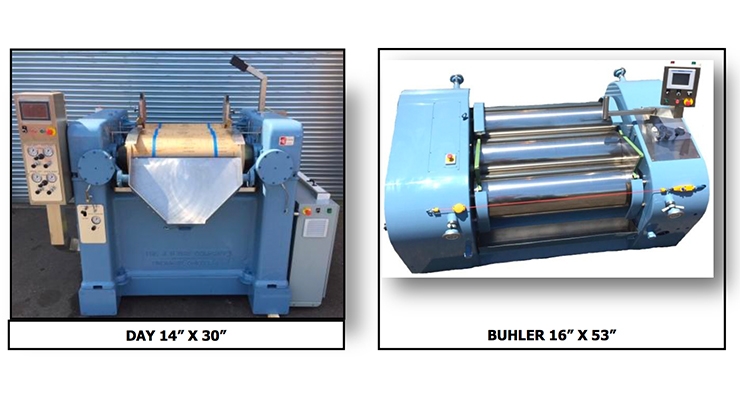
In North America, more than 95% of the TRMS now in production are the following brands: DAY, KENT, LEHMANN, ROSS, ANTHONY (manufactured by KMC), and BUHLER. Other brands are COX, MOLTENI, GERMAN LEHMANN, MERCURY, INOUE, and other manufacturers in China, Korea and India. Photos of some widely seen TRMS are shown below the size/brand table. The sizes for these main brands (roll diameter x roll face length in inches) are as follows:

• ENDPLATE SYSTEMS
There are three types of endplate systems employed on TRMS, and for the purposes of this discussion, I will call these KENT style endplates, DAY style endplates, or ANTHONY style endplates. Drawings of each end plate style are shown below.
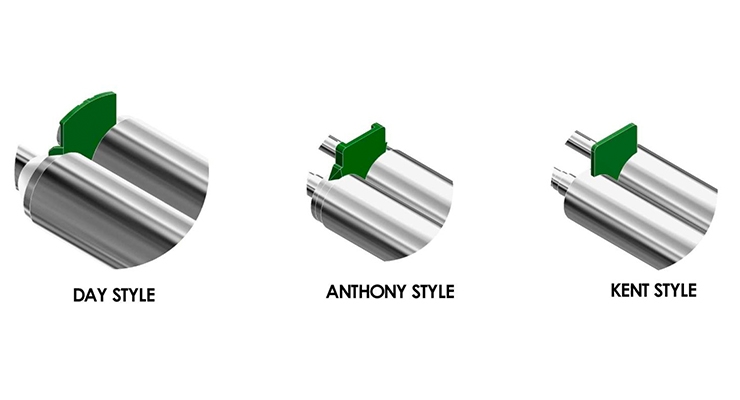
KENT style endplates ride just above the surface of the roll. These are designed to allow a small amount of product to migrate under the endplate, thereby fully coating the roll ends, until the product transfers to the apron roll. As these endplates wear, more product will migrate outward, and to mitigate against “spitting”, the endplates can be moved inward toward the center of the roll. As these endplates never actually come in contact with the roll, they generate less heat than other types of endplates, and so this design is best for very heat sensitive products. This design also has the benefit of easy installation, as this design does not require fitting with ground glass. KENT style endplates do not allow for mixing in the feed nip.
ANTHONY style endplates (also used on BUHLER TRMS) ride on the undercut of the rolls, and seal by the endplate pressing against the vertical side of the roll. As these endplates do actually contact the roll, they do generate more heat than the KENT style endplates. This design also has the benefit of easy installation, as this design does not require fitting with ground glass. ANTHONY style endplates do allow for mixing in the feed nip.
DAY style endplates ride (also used on LEHMANN TRMS) ride on the bevel of the roll, and these endplates must be “lapped” onto the bevel, making a water tight seal. As these endplates do actually contact the roll, they do generate more heat than the KENT style endplates. This design is not ready to install, as they do require fitting (lapping) with ground glass. DAY style endplates do allow for mixing in the feed nip.
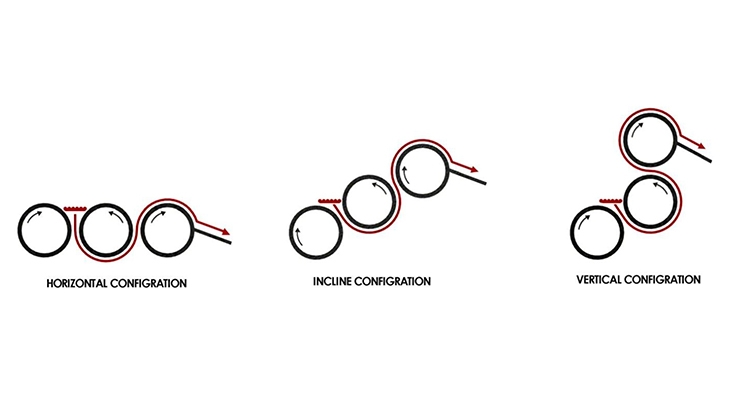
• ROLL CONFIGURATIONS
There are three basic roll configurations on TRMS. More than 95% of the TRMS in North America have rolls in a horizontal plain. The remainder have rolls on an inclined plain, or a combination that is normally referred to as a vertical TRM.
As far as the product is concerned, there is absolutely no difference. The inclined configuration requires slightly less floor space than a horizontal configuration, and the vertical configuration requires slightly less floor space than the inclined configuration. Both the inclined configuration, and the vertical configuration, have the feed nip (in-running nip) at a lower level than on a horizontal configured TRM. The theory was that this feed nip location allowed for easier feeding of product into the feed nip. On the other hand, many operators feel that this low location of the feed nip has some definite safety drawbacks, as compared to the horizontal configuration. Drawings of each roll configuration are shown below.