The question that I am asked most often regarding three roll mills (TRMS) has to do with the shape (CROWN) of the rolls, and so this will be the subject of this column. As in my previous columns, I would like to offer this invitation and this promise. If you have a question regarding TRMS, please email that question to me (jon.hatz@keithmachinery.com), and I promise to answer it. It is my intension to have your questions drive the content of these columns. And now, here I go with my third column.
As it happens, Keith Machinery (KMC) is the owner of the oldest TRM in North America. This TRM was manufactured in Germany in 1872, and it has stone rolls. I can imagine that this TRM was used to manufacture paint, and in my mind’s eye, I can see the operator putting his liquid vehicle and powder pigment onto the TRM, much like we might do today. Over time, the rolls would heat up do to friction, and when the paint became too hot, the TRM would be turned off for the day, with production beginning again the following morning.
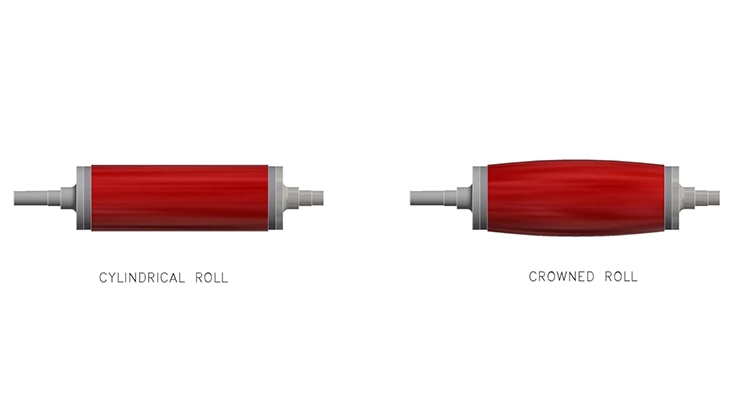
Over the next 50 years, TRMS evolved, first with solid iron rolls, and then by the 1920s they had water cooled iron rolls that needed to be crowned. When a roll is said to be CROWNED, this means that the roll is not a perfect cylinder, with the diameter at the center of the roll larger than the diameter at the ends of the roll. On modern TRMS, the diameter at the center will be a few tenths of a thousandths of an inch larger than at the ends. This is not something that you can see, or even measure with a tape, but without this shape, a TRM will not run as it should. The drawing below is a shows both a cylindrical roll and a crowned roll.
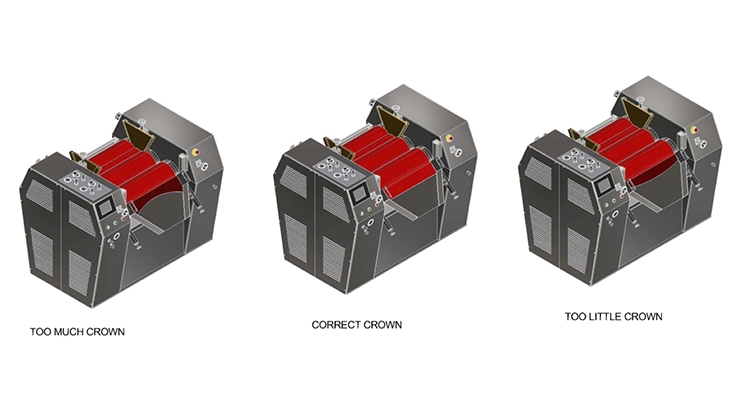
Let me begin this discussion with what the TRM operator observes while the product is coming off the apron, as illustrated on three drawings below. The drawing on the left shows what the operator would see when the crown is too large (or the TRM is running too hot, or both). The drawing in the center shows what the operator would see when everything is correct. The drawing on the right shows what the operator would see when the crown is too small (or the TRM is running too cool, or both).
So, why does a roll need to be crowned? The first part of the answer has to do with what the crown is trying to accomplish, and simply put, the object is to have the roll surface of the roll perfectly flat at the nip. Simply put, this allows the product to “see” the same thing throughout the length of the nip. Another way of saying this is that the exact same grinding will go on at the left side of the nip, as at the center of the nip, as at the right side of the nip.
I am sure that you have all heard that the amount of crown is product dependent. What this really means is that different products require more or less roll pressure, to achieve the desired fineness of grind. Roll pressure and crown are directly related. More roll pressure requires more crown, while less roll pressure requires less crown.
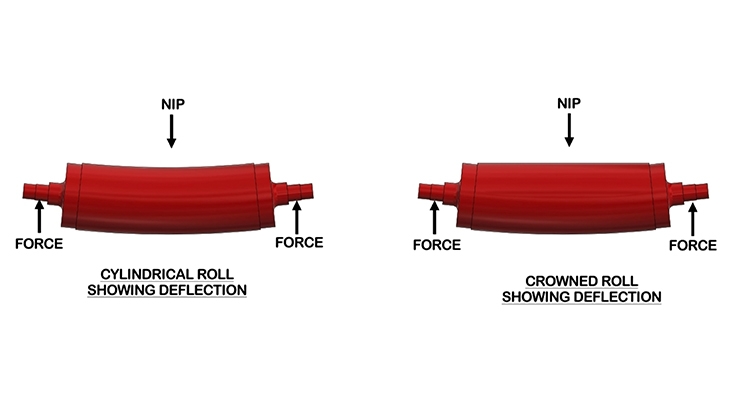
As can be seen in the drawing below, as the operator increases roll pressure, this pressure is directed at the roll ends, where the bearings are. Pushing on a cylindrical roll (a roll that does not have a crown) in this manner causes the roll surface at the nip to become very slightly concave. Beginning with a roll with the correct crown for the pressure applied, this deflection will cause the roll surface at the nip to become perfectly straight. The drawing below shows how force applied to the roll ends affects both a cylindrical roll and a crowned roll.
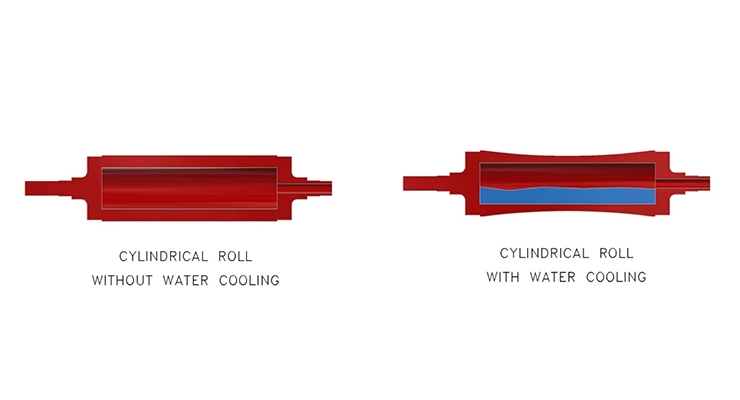
The second part of the answer has to do with water cooling. The drawings below illustrate this point. The drawing on the left shows a typical roll, and as you can see, there is much more metal at the ends of the roll, as compared with the middle of the roll. If the roll started as a perfect cylinder, and if it heated up uniformly, the diameter would increase uniformly, and so it would remain a perfect cylinder. But when cooling water is allowed into the annular space inside the roll, this water will cool the center of the roll more efficiently than the ends of the roll.
The drawing on the right shows what that cylindrical roll (a roll that does not have a crown) will look like, after the center of the roll “shrinks” more than the ends. In this case, the surface of the roll would be slightly concave. For the purposes of this discussion, the roll is crowned, so that when the cooling water shrinks the roll center, the roll will become a perfect cylinder. As the rolls on a Kent TRM are different from the rolls on a Day TRM, which are different still on a Buhler TRM, etc., the amount of crown required, even for the same product (same pressure), differs from manufacturer to manufacturer.
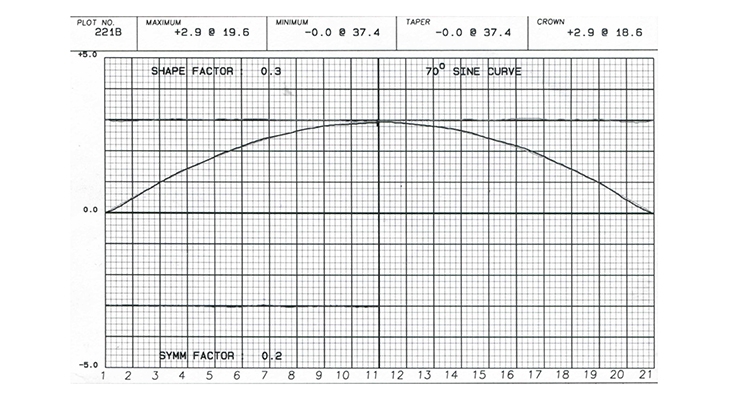
And finally, when a qualified roll grinding company is grinding a roll, they will check their work with a system that will check both the size of the crown, and the shape of the crown. Only when the roll profile is exactly as it should be, will the roll be passed on for use. The figure below shows what a typical roll graph looks like.
As it happens, Keith Machinery (KMC) is the owner of the oldest TRM in North America. This TRM was manufactured in Germany in 1872, and it has stone rolls. I can imagine that this TRM was used to manufacture paint, and in my mind’s eye, I can see the operator putting his liquid vehicle and powder pigment onto the TRM, much like we might do today. Over time, the rolls would heat up do to friction, and when the paint became too hot, the TRM would be turned off for the day, with production beginning again the following morning.
Over the next 50 years, TRMS evolved, first with solid iron rolls, and then by the 1920s they had water cooled iron rolls that needed to be crowned. When a roll is said to be CROWNED, this means that the roll is not a perfect cylinder, with the diameter at the center of the roll larger than the diameter at the ends of the roll. On modern TRMS, the diameter at the center will be a few tenths of a thousandths of an inch larger than at the ends. This is not something that you can see, or even measure with a tape, but without this shape, a TRM will not run as it should. The drawing below is a shows both a cylindrical roll and a crowned roll.
Let me begin this discussion with what the TRM operator observes while the product is coming off the apron, as illustrated on three drawings below. The drawing on the left shows what the operator would see when the crown is too large (or the TRM is running too hot, or both). The drawing in the center shows what the operator would see when everything is correct. The drawing on the right shows what the operator would see when the crown is too small (or the TRM is running too cool, or both).
So, why does a roll need to be crowned? The first part of the answer has to do with what the crown is trying to accomplish, and simply put, the object is to have the roll surface of the roll perfectly flat at the nip. Simply put, this allows the product to “see” the same thing throughout the length of the nip. Another way of saying this is that the exact same grinding will go on at the left side of the nip, as at the center of the nip, as at the right side of the nip.
I am sure that you have all heard that the amount of crown is product dependent. What this really means is that different products require more or less roll pressure, to achieve the desired fineness of grind. Roll pressure and crown are directly related. More roll pressure requires more crown, while less roll pressure requires less crown.
As can be seen in the drawing below, as the operator increases roll pressure, this pressure is directed at the roll ends, where the bearings are. Pushing on a cylindrical roll (a roll that does not have a crown) in this manner causes the roll surface at the nip to become very slightly concave. Beginning with a roll with the correct crown for the pressure applied, this deflection will cause the roll surface at the nip to become perfectly straight. The drawing below shows how force applied to the roll ends affects both a cylindrical roll and a crowned roll.
The second part of the answer has to do with water cooling. The drawings below illustrate this point. The drawing on the left shows a typical roll, and as you can see, there is much more metal at the ends of the roll, as compared with the middle of the roll. If the roll started as a perfect cylinder, and if it heated up uniformly, the diameter would increase uniformly, and so it would remain a perfect cylinder. But when cooling water is allowed into the annular space inside the roll, this water will cool the center of the roll more efficiently than the ends of the roll.
The drawing on the right shows what that cylindrical roll (a roll that does not have a crown) will look like, after the center of the roll “shrinks” more than the ends. In this case, the surface of the roll would be slightly concave. For the purposes of this discussion, the roll is crowned, so that when the cooling water shrinks the roll center, the roll will become a perfect cylinder. As the rolls on a Kent TRM are different from the rolls on a Day TRM, which are different still on a Buhler TRM, etc., the amount of crown required, even for the same product (same pressure), differs from manufacturer to manufacturer.
And finally, when a qualified roll grinding company is grinding a roll, they will check their work with a system that will check both the size of the crown, and the shape of the crown. Only when the roll profile is exactly as it should be, will the roll be passed on for use. The figure below shows what a typical roll graph looks like.