Joon Choo, Shamrock Technologies Inc.10.14.09
Editor’s Note: “Micronised PTFE in Printing Inks – A Technology Review” was presented at the Eurocoat Inkmakers Forum during the 2nd European Congress on Printing Inks, held at Nüremberg, Germany April 9-10, 2003.
Inks provide a means of visual communication while coatings primarily serve to protect the underlying substrate. Both applications require some degree of permanence in order to function adequately. For inks, this permanence may last as long as a one-time perusal to staying on the library shelves for 50 years or more. The resin component of the ink and coating formulation is the most critical for the life of the product, but additives such as waxes have increasingly aided in extending the usefulness of the print or coating.
Polytetrafluoroethylene (PTFE) has long been in use, by itself or in combination with waxes such as polyethylene (PE), polypropylene (PP), amides and other natural waxes as an anti-rub and slip additive in printing inks and coatings. The additive is used in a fine powder form, nominally between 3-12 microns in mean particle size. The mechanism of how these waxes work was described by Neuberg,(1) and selection criteria of these waxes specific to each application have also been identified.(2,3) PTFE, however, stands as a unique polymer and wax relative to all these other waxes.
PTFE was first discovered by Dr. Roy Plunkett of DuPont on April 6, 1938. It has the lowest dynamic coefficient of friction (0.04) among known materials today. This facilitates its use in multiple areas where a reduction of surface friction is desired. It has a very low critical surface tension (18.6 mN/m), and is used to increase water repellency in some applications. The polymer has a higher melting point (325°C to 345°C) when compared to conventional polymers and is used under quite extreme temperature environments.
Due to the strong C-F bond and the shielding effect of the fluorine atoms surrounding the carbon backbone, PTFE is virtually inert to most industrial solvents. In all applications, however, the PTFE has to be physically located on the surface of the ink or coating, either as a continuous film or as discrete particles in sufficient abundance.
PTFE as manufactured exists as a very high molecular weight material, in the range of several millions. There are two basic routes of polymerization – by emulsion or by suspension methods. The emulsion approach tends to yield much smaller particle size PTFE, but the process chemistry inevitably results in a highly agglomerated form which is extremely difficult to break apart (Figure 1). The suspension route yields granular forms of the polymer.
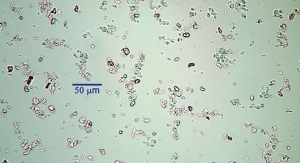
To enable reduction to fine powder particles, the high initial molecular weight (106 – 107) needed to be drastically lowered.(6). Different routes for the MW degradation are employed to facilitate its subsequent micronisation. These methods include irradiation(7) and thermal degradation. These processes are fairly complex and took years to develop and refine. Each process differs from the other in the kinetics and mechanism of degradation.After degradation, the lower molecular weight (104 - 105) polymers are then subjected to a variety of size reduction machines with different micronisation techniques. Such process variances yielded PTFE particles of difference sizes and shapes (Figure 2), which include rough edged, flat particles, equant particles as well as fibrous particles, each with accompanying differing physical properties. It was later established, for instance, that highly fibrous PTFE does not tend to transfer well in high speed offset presses, and the preferred morphology tended toward the smooth, spherical shape.
Shamrock Technologies patented its original under beam handling system and subsequent improvements to ensure uniformity in the electron beam degradation process.(8) Such uniformity is required in order to finally obtain a product with as tight a particle size distribution as possible. Furthermore, because the anti-rub property of the polymer depends on the molecular weight, the tighter polydispersity meant a more controlled product.
Yet, within this highly controlled process, there still remains a spread of each measurable parameter. For instance, Figure 3 shows the melting point reduction of PTFE as it is submitted to increasing radiation dosage. However, within each peak melt point is a range, as indicated in Figure 4. It is evident that there is significant technology resident in the processors of the material, and years of cumulative production experience have built a platform from which the advances to the art of particle size reduction and morphology control have been made.
Post-degradation micronisation offers a range of fine powders (Figure 5). These fine powders, ranging from 7.5 microns mean particle size to as low as 3 microns mean value (Figure 6), are readily achievable today. Each product’s mean value, however, does have with it a distribution in particle size similar to the melting point and the molecular weight distributions as discussed above.
Shamrock recently developed the technology to make flowable nanosized PTFE powders, with particles having approximate mean values of 2 microns, 1 micron and 300 nanometers (Figures 7 and 8), thereby enabling its use in very thin film applications, fine screen inks as well as in ink jet and digital inks.
Surface area, viscosity/rheology, and effective dosage are three key parameters which are significantly impacted as the mean particle size is reduced. Figure 9 shows the increase in surface area as the mean value of the particle drops. This increase impacts physical properties such as the rheology, when pre-dispersions of the powders are made prior to letdown or addition to the ink.
Figure 9 also shows the viscosity impact when added to a typical soy-based varnish at 40% w/w.
PTFE is normally added at levels of 1% to 2% to offset inks, for example, to enhance the surface slip and anti-rub properties. Figure 10 shows a typical set of prints printed to 3 micron to 4 microns range, with inks containing 2% PTFE. As particle size is reduced, the number of particles per given weight increases. Therefore, at the same dosage weight, one would expect better rub performance with the smaller sized PTFE, given that all other parameters remain the same, and that of course the cured ink film is in the same order of magnitude in size as the powder itself. We do see this in Figure 10.
What is most interesting is that there appears to be a crossover point in the size/performance relationship – the nanosized PTFE did not appear to perform as well. This may be explained from the viewpoint that despite the abundance of particles, most of them lay underneath the surface of the film, and therefore did not contribute to the anti-rub.
This observation led to other opportunities. The nanosized PTFE for instance could now be used in very thin film applications such as clear overprint varnishes for metal cans or other substrates. In addition, it is small enough to pass through the ink jet nozzle heads without fear of clogging. Similarly, it may be used in UV screen inks for digital disks.
Furthermore, in digital inks, toners and powder coatings, the PTFE is fine enough to be carried in the powdered resin once it is homogeneously mixed into the system. As the PTFE possess a much lower surface energy relative to the toner resin upon dry curing, the resin tends to draw away from the PTFE particle, giving an uneven surface profile, thereby facilitating a matting mechanism for toner inks.
In combination with the unique properties of PTFE, the ultrafine-sized powdersoffer new application opportunities for the ink market. In the emerging highly viscous UV ink areas, for example, matting is a pressing challenge since silicas with their high oil absorption may be used only in limited amounts. Nanosized PTFE, on the other hand, possesses a much lower oil absorption, and coupled with the low refractive index, offers an alternate option.
New processing advancements have enabled the commercialization of nanosized PTFE, which is available in both powder and in pre-dispersed forms. PTFE, however, due to its inert nature and its high specific gravity (2.1-2.3 g/l),(4) presents incorporation and post-incorporation stability challenges, when used in low viscosity systems such as fluid and water-based inks. While the nanosized PTFE with its almost spherical morphology offers some relief in this regards, there are still further areas of improvement.
1. Neuberg, W.B., “An Investigation into the Mechanism of Rub Resistance,” The American Inkmaker, September 1978, pp. 20-22.
2. Choo, Joon, “Criteria on the Selection of a Slip Additive,” The American Inkmaker, July 93, pp. 15-24.
3. Joon S. Choo, Alexander Robin, Manshi Sui, “Selection Criteria for Waxes in Aqueous Inks and Coatings,” Ink & Print International, Volume 12, No 1, 1994.
4. Brandrup, J, and Immergut, E.H., Polymer Handbook, 3rd Ed., Wiley-Interscience Pub., New York, 1989, pp. V35-V44.
5. Ebnesajjad, Sina, “Fluoropolymers: Properties and Structure” in Fluoroplastics, Vol.1, Plastics Design Library, 2000, pp. 9-16.
6. Sheratt, S., in Kirk-Othmer Encyclopedia of Chemical Technology, Vol 9, John Wiley & Sons, New York, p. 817 (1966).
7. Limkwitz, K., Brink, H.J., Handte, D., and Ferse, A., Radiation Phys. Chem. 33, 523 (1989).
8. Neuberg et. al,. U.S. Patent #5,968,997, “Continuous Process for the irradiation of polytetrafluoroethylene (PTFE).”
The author wishes to thank and acknowledge the contributions of Dr. Manshi Sui, Michelle Rios and Youssef Awad in the preparation and verification of the test data and SEM pictures. Much of the work was conducted over a period of several years, and would not have been possible without the support of William B. Neuberg.
Inks provide a means of visual communication while coatings primarily serve to protect the underlying substrate. Both applications require some degree of permanence in order to function adequately. For inks, this permanence may last as long as a one-time perusal to staying on the library shelves for 50 years or more. The resin component of the ink and coating formulation is the most critical for the life of the product, but additives such as waxes have increasingly aided in extending the usefulness of the print or coating.
Wax Additives
Polytetrafluoroethylene (PTFE) has long been in use, by itself or in combination with waxes such as polyethylene (PE), polypropylene (PP), amides and other natural waxes as an anti-rub and slip additive in printing inks and coatings. The additive is used in a fine powder form, nominally between 3-12 microns in mean particle size. The mechanism of how these waxes work was described by Neuberg,(1) and selection criteria of these waxes specific to each application have also been identified.(2,3) PTFE, however, stands as a unique polymer and wax relative to all these other waxes.
Basic Properties of PTFE(4,5)
PTFE was first discovered by Dr. Roy Plunkett of DuPont on April 6, 1938. It has the lowest dynamic coefficient of friction (0.04) among known materials today. This facilitates its use in multiple areas where a reduction of surface friction is desired. It has a very low critical surface tension (18.6 mN/m), and is used to increase water repellency in some applications. The polymer has a higher melting point (325°C to 345°C) when compared to conventional polymers and is used under quite extreme temperature environments.
Due to the strong C-F bond and the shielding effect of the fluorine atoms surrounding the carbon backbone, PTFE is virtually inert to most industrial solvents. In all applications, however, the PTFE has to be physically located on the surface of the ink or coating, either as a continuous film or as discrete particles in sufficient abundance.
PTFE as manufactured exists as a very high molecular weight material, in the range of several millions. There are two basic routes of polymerization – by emulsion or by suspension methods. The emulsion approach tends to yield much smaller particle size PTFE, but the process chemistry inevitably results in a highly agglomerated form which is extremely difficult to break apart (Figure 1). The suspension route yields granular forms of the polymer.
PTFE Degradation and Micronisation
To enable reduction to fine powder particles, the high initial molecular weight (106 – 107) needed to be drastically lowered.(6). Different routes for the MW degradation are employed to facilitate its subsequent micronisation. These methods include irradiation(7) and thermal degradation. These processes are fairly complex and took years to develop and refine. Each process differs from the other in the kinetics and mechanism of degradation.After degradation, the lower molecular weight (104 - 105) polymers are then subjected to a variety of size reduction machines with different micronisation techniques. Such process variances yielded PTFE particles of difference sizes and shapes (Figure 2), which include rough edged, flat particles, equant particles as well as fibrous particles, each with accompanying differing physical properties. It was later established, for instance, that highly fibrous PTFE does not tend to transfer well in high speed offset presses, and the preferred morphology tended toward the smooth, spherical shape.
Shamrock Technologies patented its original under beam handling system and subsequent improvements to ensure uniformity in the electron beam degradation process.(8) Such uniformity is required in order to finally obtain a product with as tight a particle size distribution as possible. Furthermore, because the anti-rub property of the polymer depends on the molecular weight, the tighter polydispersity meant a more controlled product.
Yet, within this highly controlled process, there still remains a spread of each measurable parameter. For instance, Figure 3 shows the melting point reduction of PTFE as it is submitted to increasing radiation dosage. However, within each peak melt point is a range, as indicated in Figure 4. It is evident that there is significant technology resident in the processors of the material, and years of cumulative production experience have built a platform from which the advances to the art of particle size reduction and morphology control have been made.
State of the “Art”
Post-degradation micronisation offers a range of fine powders (Figure 5). These fine powders, ranging from 7.5 microns mean particle size to as low as 3 microns mean value (Figure 6), are readily achievable today. Each product’s mean value, however, does have with it a distribution in particle size similar to the melting point and the molecular weight distributions as discussed above.
Shamrock recently developed the technology to make flowable nanosized PTFE powders, with particles having approximate mean values of 2 microns, 1 micron and 300 nanometers (Figures 7 and 8), thereby enabling its use in very thin film applications, fine screen inks as well as in ink jet and digital inks.
Characteristics and Performance of Nanosized PTFE
Surface area, viscosity/rheology, and effective dosage are three key parameters which are significantly impacted as the mean particle size is reduced. Figure 9 shows the increase in surface area as the mean value of the particle drops. This increase impacts physical properties such as the rheology, when pre-dispersions of the powders are made prior to letdown or addition to the ink.
Figure 9 also shows the viscosity impact when added to a typical soy-based varnish at 40% w/w.
PTFE is normally added at levels of 1% to 2% to offset inks, for example, to enhance the surface slip and anti-rub properties. Figure 10 shows a typical set of prints printed to 3 micron to 4 microns range, with inks containing 2% PTFE. As particle size is reduced, the number of particles per given weight increases. Therefore, at the same dosage weight, one would expect better rub performance with the smaller sized PTFE, given that all other parameters remain the same, and that of course the cured ink film is in the same order of magnitude in size as the powder itself. We do see this in Figure 10.
What is most interesting is that there appears to be a crossover point in the size/performance relationship – the nanosized PTFE did not appear to perform as well. This may be explained from the viewpoint that despite the abundance of particles, most of them lay underneath the surface of the film, and therefore did not contribute to the anti-rub.
Opportunities
This observation led to other opportunities. The nanosized PTFE for instance could now be used in very thin film applications such as clear overprint varnishes for metal cans or other substrates. In addition, it is small enough to pass through the ink jet nozzle heads without fear of clogging. Similarly, it may be used in UV screen inks for digital disks.
Furthermore, in digital inks, toners and powder coatings, the PTFE is fine enough to be carried in the powdered resin once it is homogeneously mixed into the system. As the PTFE possess a much lower surface energy relative to the toner resin upon dry curing, the resin tends to draw away from the PTFE particle, giving an uneven surface profile, thereby facilitating a matting mechanism for toner inks.
In combination with the unique properties of PTFE, the ultrafine-sized powdersoffer new application opportunities for the ink market. In the emerging highly viscous UV ink areas, for example, matting is a pressing challenge since silicas with their high oil absorption may be used only in limited amounts. Nanosized PTFE, on the other hand, possesses a much lower oil absorption, and coupled with the low refractive index, offers an alternate option.
Future Developments
New processing advancements have enabled the commercialization of nanosized PTFE, which is available in both powder and in pre-dispersed forms. PTFE, however, due to its inert nature and its high specific gravity (2.1-2.3 g/l),(4) presents incorporation and post-incorporation stability challenges, when used in low viscosity systems such as fluid and water-based inks. While the nanosized PTFE with its almost spherical morphology offers some relief in this regards, there are still further areas of improvement.
References
1. Neuberg, W.B., “An Investigation into the Mechanism of Rub Resistance,” The American Inkmaker, September 1978, pp. 20-22.
2. Choo, Joon, “Criteria on the Selection of a Slip Additive,” The American Inkmaker, July 93, pp. 15-24.
3. Joon S. Choo, Alexander Robin, Manshi Sui, “Selection Criteria for Waxes in Aqueous Inks and Coatings,” Ink & Print International, Volume 12, No 1, 1994.
4. Brandrup, J, and Immergut, E.H., Polymer Handbook, 3rd Ed., Wiley-Interscience Pub., New York, 1989, pp. V35-V44.
5. Ebnesajjad, Sina, “Fluoropolymers: Properties and Structure” in Fluoroplastics, Vol.1, Plastics Design Library, 2000, pp. 9-16.
6. Sheratt, S., in Kirk-Othmer Encyclopedia of Chemical Technology, Vol 9, John Wiley & Sons, New York, p. 817 (1966).
7. Limkwitz, K., Brink, H.J., Handte, D., and Ferse, A., Radiation Phys. Chem. 33, 523 (1989).
8. Neuberg et. al,. U.S. Patent #5,968,997, “Continuous Process for the irradiation of polytetrafluoroethylene (PTFE).”
Acknowledgements
The author wishes to thank and acknowledge the contributions of Dr. Manshi Sui, Michelle Rios and Youssef Awad in the preparation and verification of the test data and SEM pictures. Much of the work was conducted over a period of several years, and would not have been possible without the support of William B. Neuberg.